Discharge Belt
Discharge Belt
 Drawing Cushion
Drawing Cushion
 Feeder
Feeder
 Blank Loader / Press Feeding
Blank Loader / Press Feeding
 Blank Pick & Place Unit
Blank Pick & Place Unit
 Blanking Station
Blanking Station
 Metering Conveyor Belt
Metering Conveyor Belt
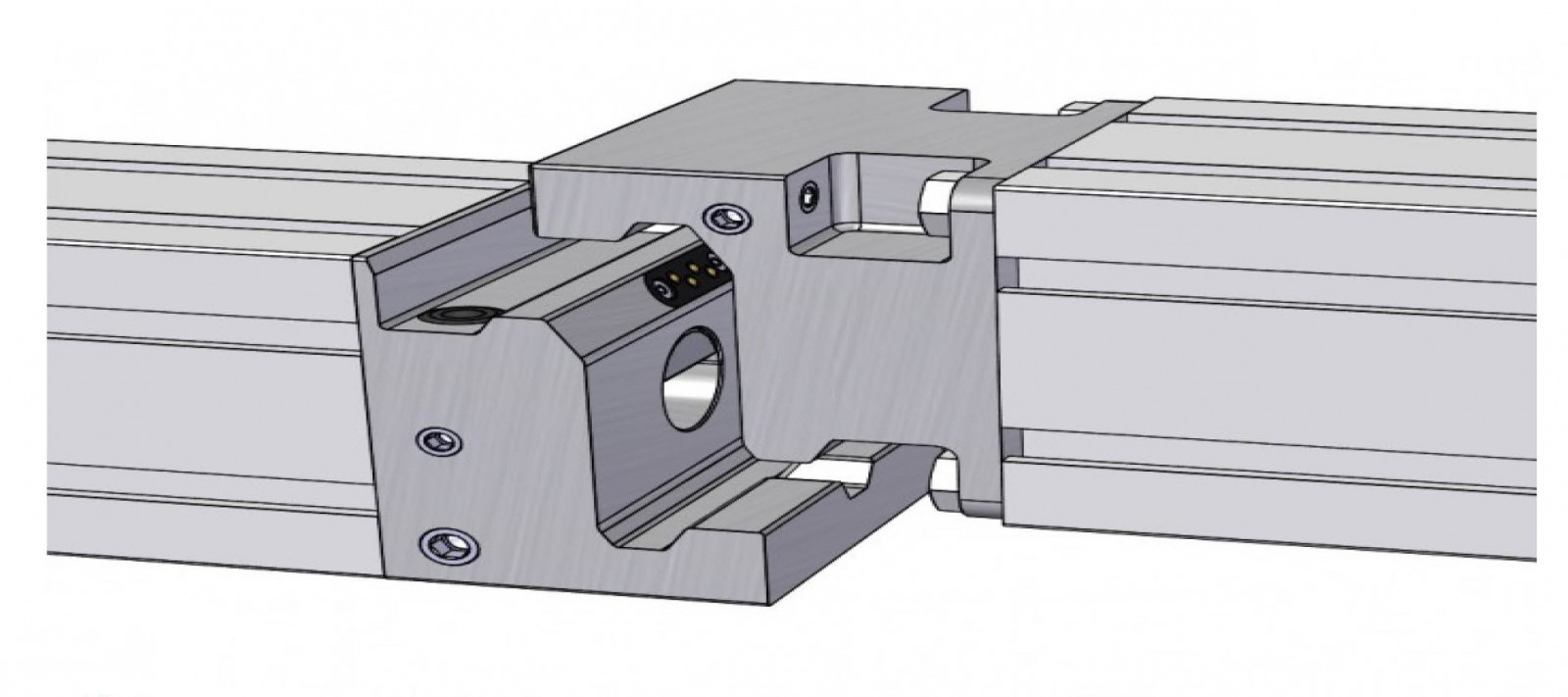
 Hydraulic Coupling
Hydraulic Coupling
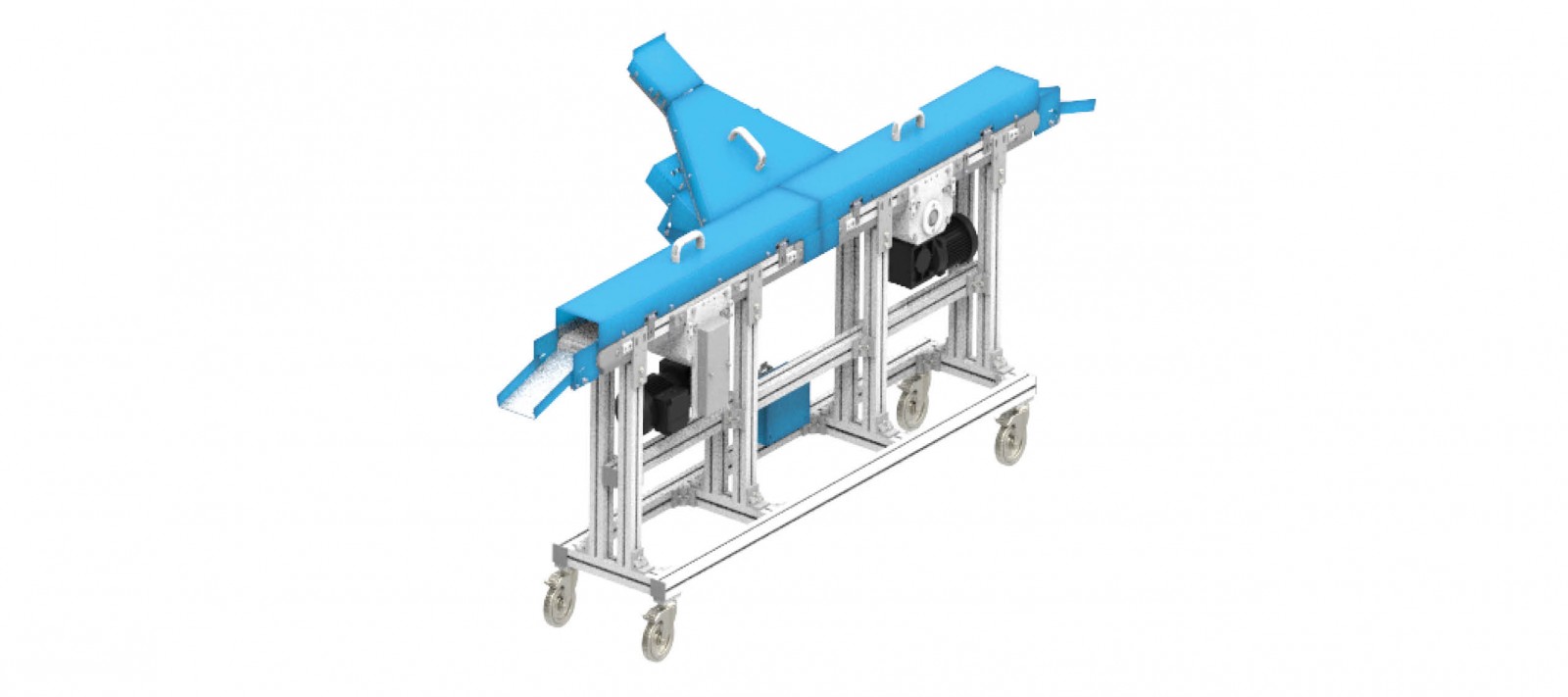
Discharge Belt
Our discharge belt conveys machined parts from various presses and punch presses to the transfer position or packaging and final inspection.The discharge belt is, e.g., integrated into the transfer control and can be adjusted flexibly and individually to meet customer requirements.

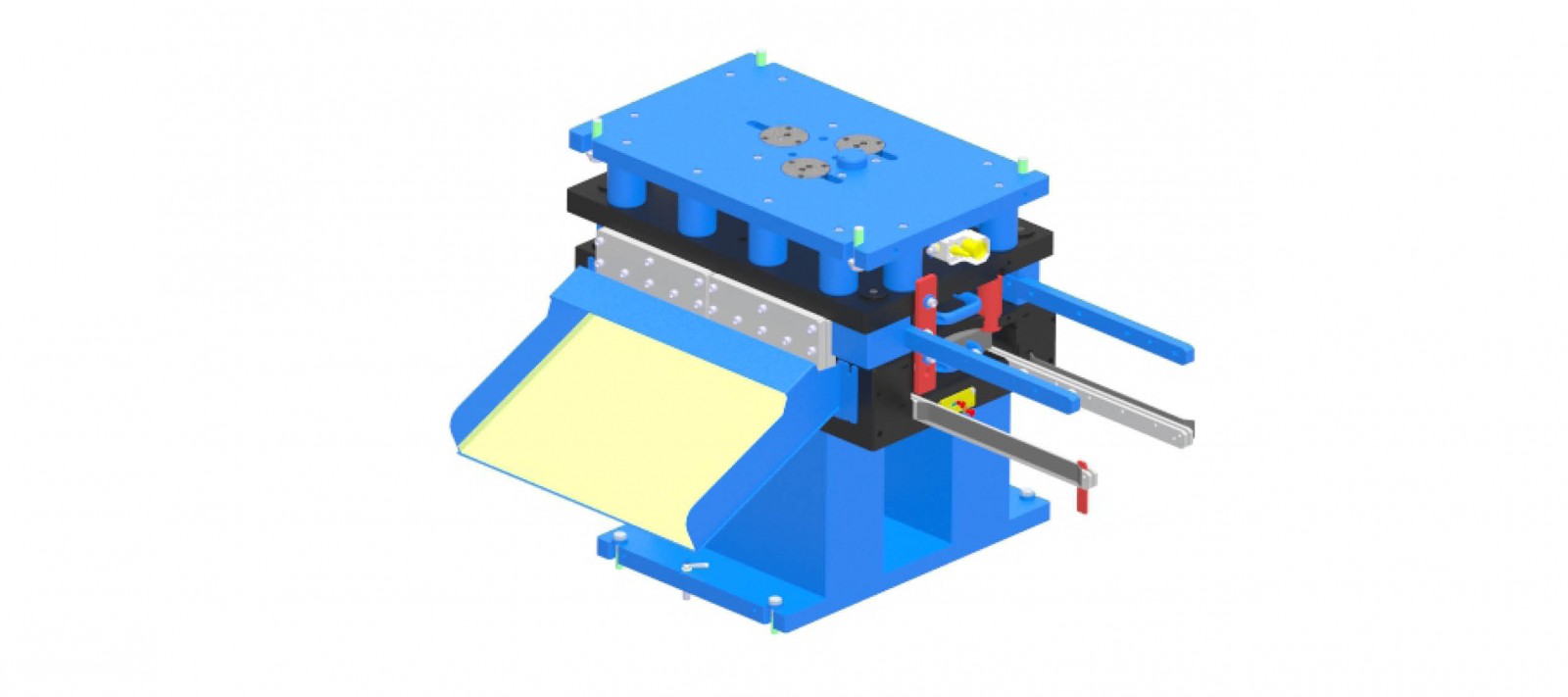
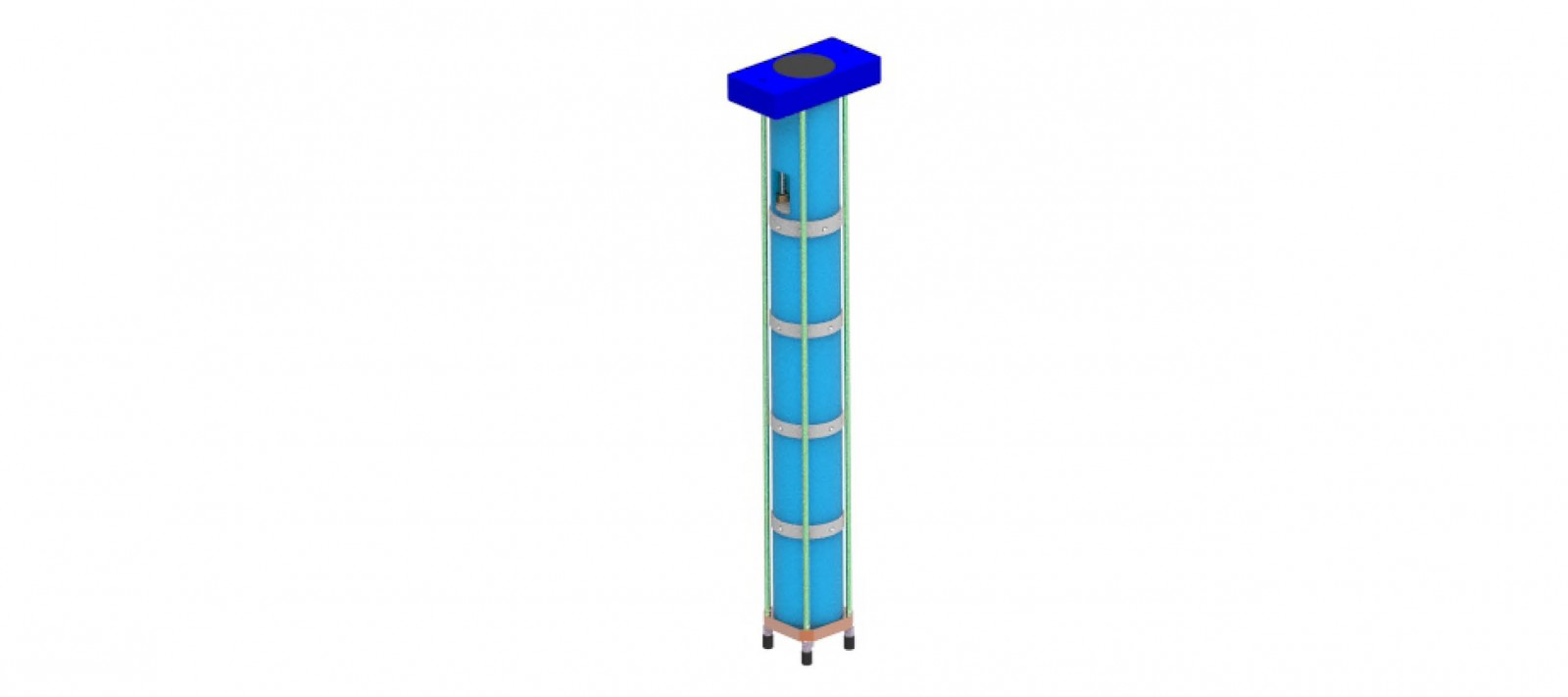
Drawing Cushion
Passive, pneumatic single and multi-stage drawing cushions as additional functional axis for punching, bending and forming tools in the transfer assembly. We offer standardized and customized solutions!Built individually based on customer requests and according to customer requirements and customized to the respective stage distance with or without scrap discharge hole.
We produce high cycle rates and service life thanks to precise manufacturing with honed cylinders.
Feeder
The feeder connects the blank feed or the blanking station with the transfer system. Depending on the application, the feeder can be equipped with additional functional units. Products can be detected, for example, via a camera and rotated and positioned precisely for further processing depending on the position.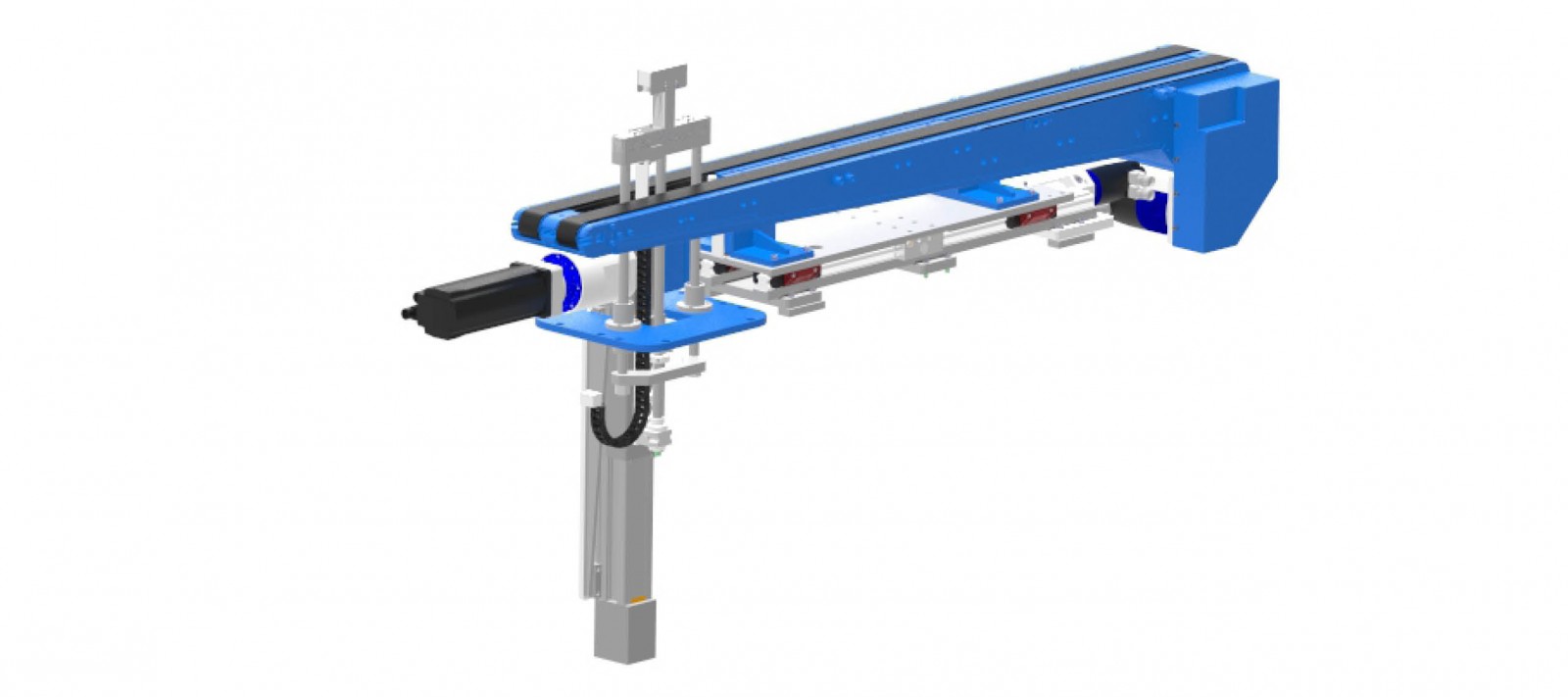
Blank Loader / Press Feeding
Various systems and concepts are available for feeding sheet metal presses. The demand is equally versatile and individual. Accordingly, we have designed our blank loader and our fully automated press feeding that destacks and separates blanks from various transport equipment and feeds them into the press. The individual functional units such as load carrier transport, magazine unloading, and destacking unit as well as interim buffering and singling can be compiled individually depending on customer requirements and the degree of automation. As a result, a flexible design is possible from the simplest destacking and feed through to the fully automated cell. More details in our product flyer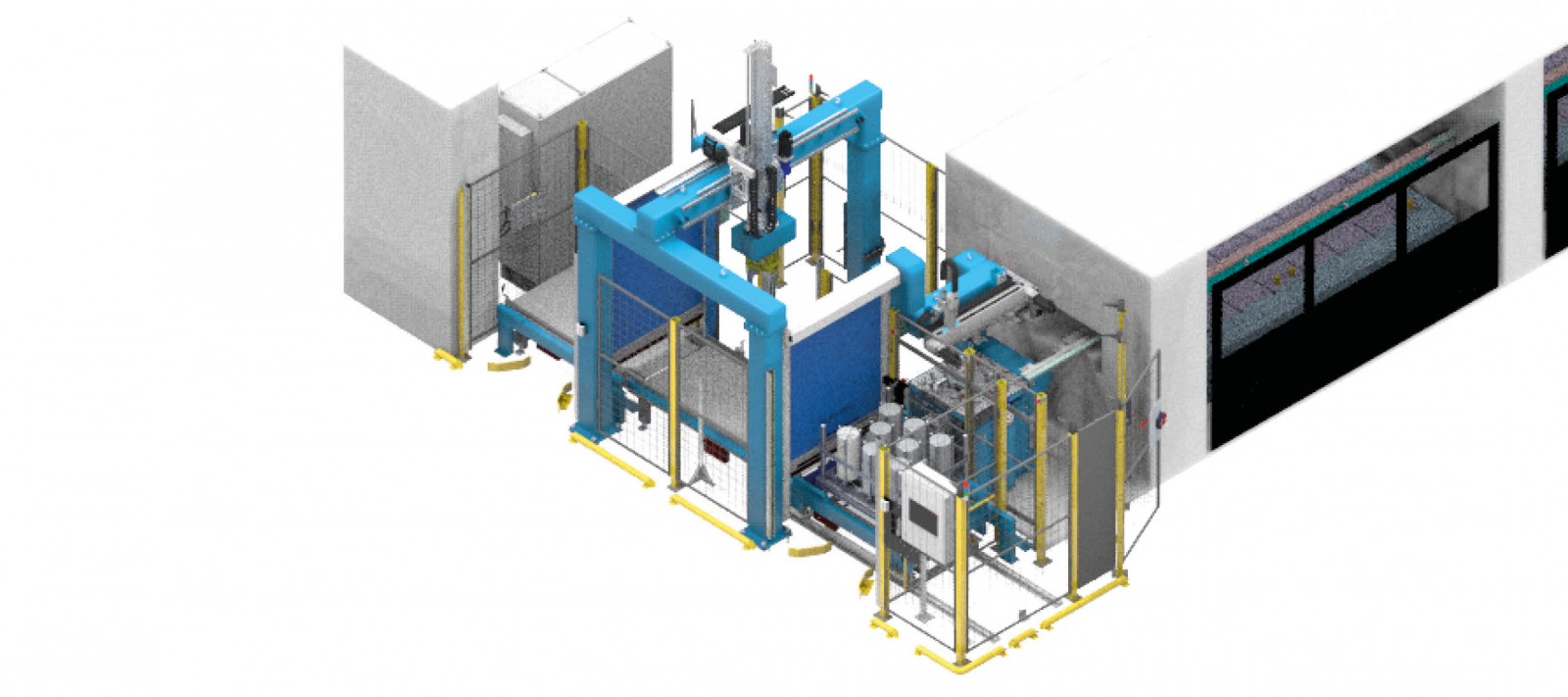
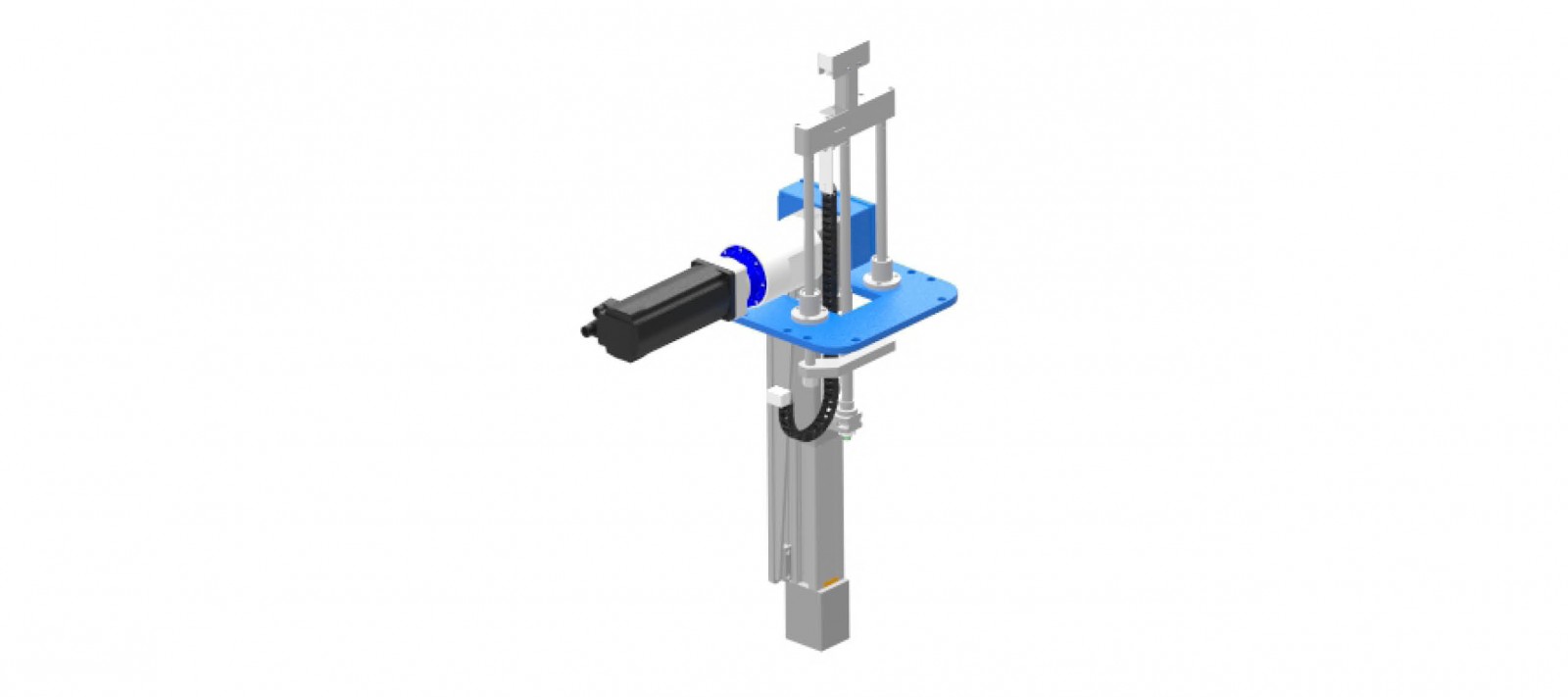
Blank Pick & Place Unit
Blank pick & place units pick up the round blanks or blanks out of the blanking stations and transport them to the individual transfer positions.Depending on the application and stroke rates, the blank pick & place unit can be realized in different control options.
The simplest most effective version is the direct integration into our blanking station. The round blanks or blanks are transported directly downwards using integrated functionality.
For applications without direct connection to the blanking station or in case higher stroke rates are required, there is the option to control the blank pick & place unit pneumatically up to approx. 60 1/min and via a servo motor up to approx. 150 1/min.The blank pick & place unit transfers the round blanks or blanks to a feeder that takes over the transport and positioning into the press.